Welcome to Khalid Nehar Al Shamry Trading Est. |
[email protected]



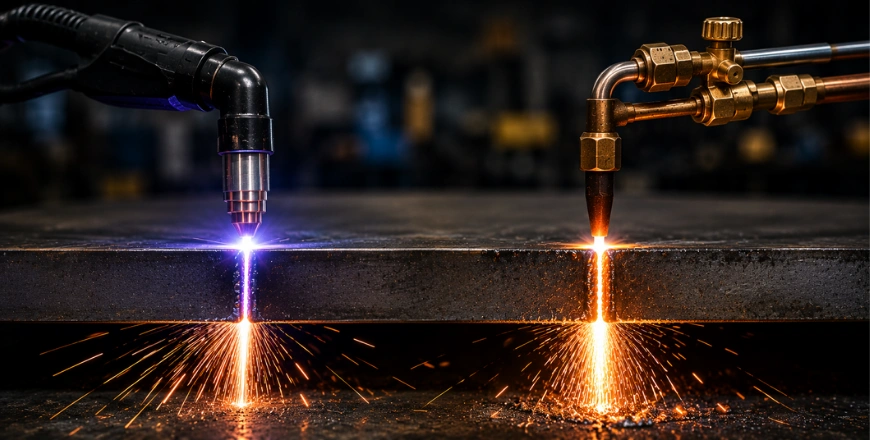
1. Understand Your Metal
Aluminium has high thermal conductivity properties which suggests the warmth goes to require to spread throughout the fabric. Unlike steel, when TIG welding on aluminium, detain mind your travel speed will be faster.
Aluminium is that the most abundant metal on earth but doesn't occur as a metallic form in nature, instead it’s an ore called Bauxite.
2. Wire Brush
Wire Brush material with copper or brass wire brush. this may help hack and take away the oxide layer (do not use a steel wire brush because the steel will contaminate the aluminium).
When brushing your aluminium you may notice the metal starts to dull. this can be a decent sign that you simply have shifting a number of the oxide layers.
Keep in mind that i've got also had good results with one direction brushing as opposition forward and backward brushing, so give this a go.
3. Clean Metal
Wipe down base material and filler rod with ethyl alcohol or acetone. Aluminium is extremely sensitive to impurities, so clean your filler rods whether or not they're fresh.
Setting up is crucial for correct aluminium welds – take care your machine settings like gas flow, cup sizes etc. are correct for your application.If you're acting on a steel surface while welding aluminium, it’s important to possess a clean and smooth table with none metal shavings. Metal shavings can arc your aluminium and cause burnt marks.
4.Torch Angle is essential
Torch angle is very important because your filer rod will want to bungle before you'll be able to even dip so confirm you feed your aluminium filler rod fast. Also, make sure your TIG welding torch angle remains 90 degrees or as near vertical as possible.Certain applications will provide a small tilt in your welding torch angle but it’s never much for aluminium.
5.Practice!
As obvious as this sounds it can’t be more true. I got good at welding aluminium by getting a production welding job that required 80% Aluminum TIG welding. I’m constantly tweaking with frequency, cleaning action, cups, tungsten and new techniques. One technique I found very helpful when welding aluminium is to observe the puddle, not your tungsten!